このページでは、指輪を製作する際の内径と号数・材料の長さの算出方法をまとめています。
材料の厚くなると、その分必要材料が多くなります。
下記で紹介する表を見て、作りたい内径をチェックして、計算式に当てはめて必要材料を算出してください。
リングサイズの測り方
リングサイズはリングサイズゲージを使って計測します。
サイズゲージに書いてある号数を下記の表のJPNのところから探して、内径をメモしてください。

異なる幅のリングゲージも販売されています。

リング製作に必要な材料の計算方法
リング製作に必要な材料の求め方
(内径+板厚)× 円周率 = 必要な板材の長さ
例:)2㎜厚の材料で16号の指輪を作りたい場合
(内径18㎜+板厚2㎜)× 3.14 = 62.8㎜

62.8㎜の長さで、16号のリングを作ることができます。
サイズごとの内径一覧
※内径と円周の単位は㎜です。
| JPN | 内径 | 内周 | 国際規格 | US | UK |
| 1号 | 13 | 40.84 | 41 | 1 | C |
| 2号 | 13.33 | 41.89 | 42 | 2 | D |
| 3号 | 13.66 | 42.94 | 43 | 2 1/2 | E |
| 4号 | 14 | 43.98 | 44 | 3 | F |
| 5号 | 14.33 | 45.03 | 45 | 3 1/2 | G |
| 6号 | 14.66 | 46.08 | 46 | 3 1/2-4 | G-H |
| 7号 | 15 | 47.12 | 47 | 4 | H-I |
| 8号 | 15.33 | 48.12 | 48 | 4 1/4 | I-J |
| 9号 | 15.66 | 49.22 | 49 | 4 3/4 | J |
| 10号 | 16 | 50.27 | 50 | 5 1/4 | K |
| 11号 | 16.33 | 51.31 | 51 | 5 3/4 | L |
| 12号 | 16.66 | 52.36 | 52 | 6 1/4 | L-M |
| 13号 | 17 | 53.41 | 53 | 6 1/2 | M-N |
| 14号 | 17.33 | 54.45 | 54 | 7 | N-O |
| 15号 | 17.66 | 55.50 | 55 | 7 1/4 | O-P |
| 16号 | 18 | 56.55 | 56 | 7 1/2 | P |
| 17号 | 18.33 | 57.60 | 57 | 8 | Q |
| 18号 | 18.66 | 58.64 | 58 | 8 1/2 | R |
| 19号 | 19 | 59.69 | 59 | 9 | S |
| 20号 | 19.33 | 60.74 | 60 | 9 1/2 | T |
| 21号 | 19.66 | 61.78 | 61 | 9 3/4 | T-U |
| 22号 | 20 | 62.83 | 62 | 10 | U |
| 23号 | 20.33 | 63.88 | 63 | 10 1/2 | v |
| 24号 | 20.66 | 64.93 | 64 | 11 | W |
| 25号 | 21 | 65.97 | 65 | 11 1/2 | X |
| 26号 | 21.33 | 67.02 | 66 | 12 | Y |
| 27号 | 21.66 | 68.07 | 67 | 13 | Z |
| 28号 | 22 | 69.11 | 68 | 13 1/2 | |
| 29号 | 22.33 | 70.16 | 69 | 14 | |
| 30号 | 22.66 | 71.21 | 70 | 14 1/2 |
ポイント
【 10号で内径16㎜ 】というのを覚えておきましょう。そこから大体0.3mmずつ増減させて計算すると分かりやすいです。
11号だった場合、0.33㎜をプラスした16.33㎜、9号だった場合-0.33㎜の約15.66㎜となります。
ただし、リングの幅が太い場合、作りたいサイズより0.5号~1号程度大きくすると良いでしょう。
作る際に寸法を間違えても、大きいサイズから小さいサイズに修正する方が簡単です。
金属材料の重量計算
銀や貴金属で作品を作るときの予算の見積もりをする際に役立ちます。
※貴金属は特に価格が一定ではなく、相場によって変動します。
金属重量を求める様々な計算式
- 板材の重さ 縦×横×厚さ×比重
- 丸線の重さ 半径×半径×円周率×長さ×比重
- 甲丸線(カマボコ状)の重さ 丸線重量×½
- 角材の重さ 幅×厚さ×長さ×比重
- コイン型材の重さ 半径×半径×円周率×厚さ×比重
(注意点として、板材として加工注文する場合、加工工賃が上乗せされますので、gあたり50円前後高くなります。貴金属は数百円変わることもあります。)
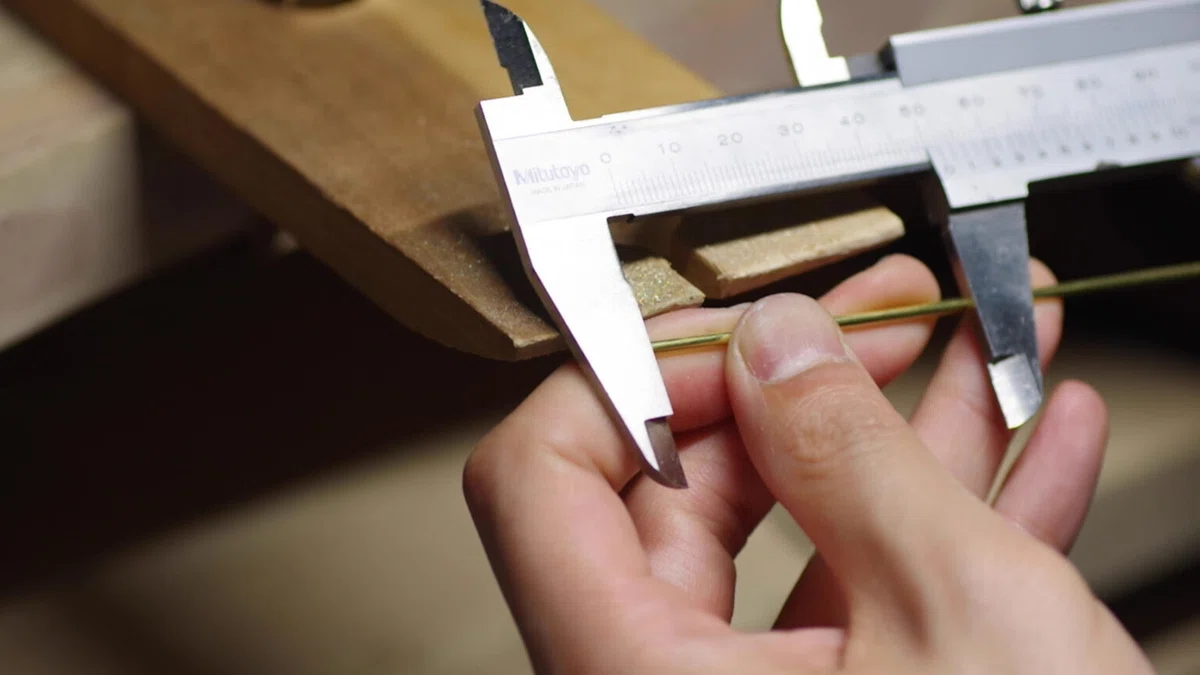
ChatGPTなどのAIに計算してもらうのがおすすめです。作品と定規を並べて写真を撮って、重量計算するようにお願いしましょう。
ロストワックスの比重と材料計算方法
鋳造業者にご自身の作ったワックスを出す際に、あらかじめ予算を計算することが出来ます。
製作途中にgを量りながら肉抜きをすることで、コストを抑えることが出来ます。
ワックス重量から重さを算出する場合
ワックス重量(g) × ワックス比重(1) ÷ 希望の金属比重 = 完成重量(g) (金属比重表は後述)
つまり、ワックス重量×鋳造する金属重量=完成重量 となります。
キャスト業者さんに出す場合の価格の計算
出来たワックスを鋳造業者さんに出した際の、大まかな精算金額の目安の求め方です。
{(「予定上がり重量+湯口重量」+「減り%」)× 「業者レートの地金相場(地金立替の場合)」}+工賃 ×消費税
減り%(ヘリパー)
鋳造業者さんは上がり重量にプラスして”減り%”というものをかけています。
これはキャスト(鋳造作業)の際にロストしてしまう地金分を回収するための手数料的なもので、業者さんの工賃表には含まれていないことが多いです。(地金は時価なので、固定できないのです。)
ヘリ%は2%~6%くらいと業者によって開きがある為、ホームページ等の記載を見ておきます。計算した重量+5%くらいの地金代を見ておくと良いでしょう。
地金代の精算システムに注意
さらに多くのキャスト業者では、地金預かりと地金立替精算というシステムがあります。
インゴットを預けると、そこから精算してもらうことが可能です。(居酒屋のボトルキープみたいな感じです)
ただし持ち込み可能な地金は国の認可を受けた貴金属流通業者・精製業者の純度保証刻が打刻してあるもののみです。
ジュエリーなどを持ち込んでも対応してもらえませんのでご注意ください。
地金を持ち込む事で業者間で地金から現金への変換手数料を抑え、余計なコストを節約することができています。
しかし、地金を買う場合には多くの業者は最小単位が50g〜が一般的である為、趣味目的ではかなり厳しいかと思います。
そこで地金立替払いで精算する事で、キャスト業者から吹き上がり重量での地金を買うことができます。
当然g単価は相場よりも高く、gあたり+500〜1000円くらいするところもあります。
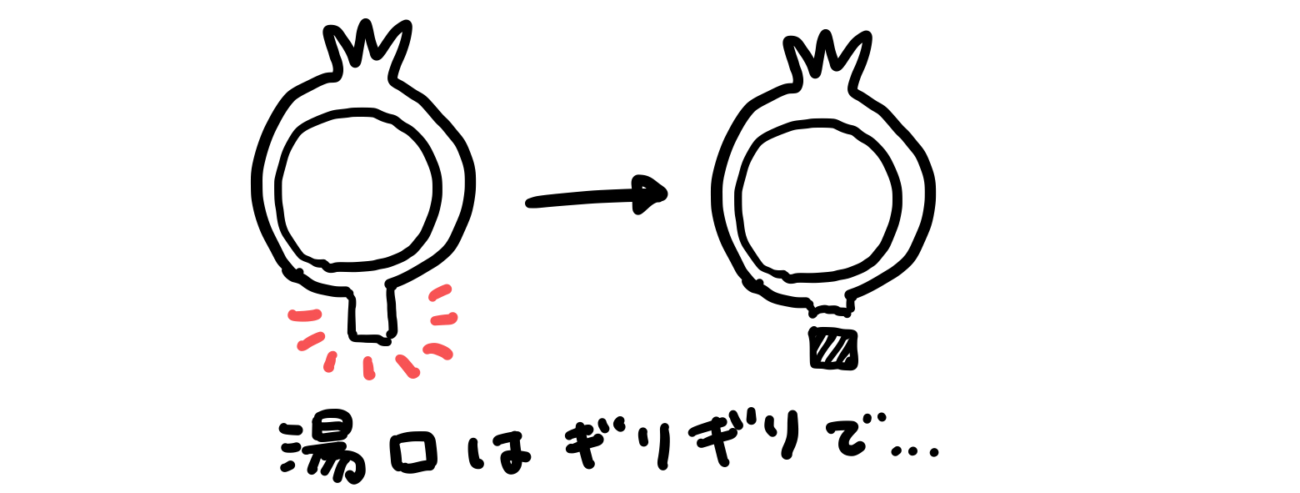
湯口(湯道)分の地金代金
また、湯口(鋳造する際の溶けた金属の通り道)の重さも加算されます。
貴金属での鋳造を頼む際には、「湯口はギリギリまでカットして(地金を)軽くしてください。」と伝えるようにしましょう。
ただし、湯口を叩いてサイズを大きく調整できるので、サイズ感に自信がない場合は残しておくと良いでしょう。
工賃
工賃も当然かかります。
業者さんによって変わりますが、大体以下のような仕組みのところが多いです。
キャスト工賃=最低料金 or g単価
最低料金はリングで500円、パーツで300円くらいです。
g単価はシルバーで100円程度です。
12gのリングの場合、工賃は1200円。4gのリングの場合は最低料金の500円といった感じです。
鋳造業社のエッジキャストさんの料金計算ページリンクが便利です。

ゴム型について 焼ゴムと液ゴム
ゴム型の作成を依頼した場合、サイズにもよりますが大体焼ゴムで1600円、液ゴムで3000円前後です。
焼きゴムは180℃程度の温度でゴム型を焼いて固めるタイプのもので、金属の原型の場合に使われます。ゴム型というとこちらが多いです。
液ゴムは2液性のシリコンで作る型で、ワックス原型を型取りする際などに使います。
鋳造工賃
キャスト工賃は業者によって変動しますが、リング一本300〜500円くらいのところが業界的な相場でしょうか。
キャストの工程を見たことがある方はご存知かと思いますが、筒状の枠に石膏を流して型を作ります。
この筒を一つ(業界では一筒・いっとうと呼ばれます)につき決められた工賃から、その筒に入ったワックスの個数で割ると一個あたりの工賃が算出される仕組みです。
当然体積が大きくなればその分筒に入る数も減りますから工賃が高くなります。
工賃はワックス重量だけでなく、大きさに対しても算出されています。
工賃に関してはキャスト業者のホームページに記載があることが多いです。
また、工賃は地金の種類によっても変動します。
融点の高いプラチナはキャストする機械が異なり、筒の大きさがシルバー・金用と比較して小さいものが多いです。
そのため一筒あたりの個数も少なくなるので工賃は高くなります。
特殊地金について
特殊金種(一般的でない種類の地金)も工賃が高いです。あまり注文が来ないのにも関わらず、調合した地金を保有しておく必要があるので利益が少ない、注文数が少ないので一筒に少ししか入れられないなどの理由があります。
特殊地金は注文が集まるまでキャストしないパターンもあり、納期がいつになるかわからない場合もあります。
納品日がが数週間〜数ヶ月後になってしまう場合もあるので、特に拘りがない場合は広く使われている金種が良いかと思います。
図面・設計図・CADから重量を算出する方法
紙の図面から正確な体積を求めるのは難しいですが、形状が単純な場合は下記の式で重量を求めます。AIに計算してもらうのも手です。
重量計算式
体積(㎤)× 希望の金属の比重 = 完成重量
図面からの計算だと、実際の数値との乖離があります。上の式では質量計算となるため、実際にはもう少し重くなることが多いです。
5%くらい多めに見ておきましょう。
金属ごとの比重早見表
鋳造に使うワックスの比重は、1.0として計算してください。
| 金種 | 比重 | 融点(≒) |
| 真鍮(C2801) | 8.4 | 900℃ |
| 銅 | 8.5 | 1085℃ |
| アルミ | 2.7 | 660℃ |
| 錫 | 7.31 | 231℃ |
| 純銀 | 10.5 | 962℃ |
| SV950 | 10.4 | 930℃ |
| SV925 | 10.4 | 915℃ |
| SV900 | 10.3 | 910℃ |
| SV800 | 10.1 | 900℃ |
| 銀粘土 | 8 | 900℃ |
| K24 | 19.3 | 1063℃ |
| K22 | 17.8 | 954℃ |
| K20 | 16.9 | 1050℃ |
| K18(5:5) | 15.5 | 927℃ |
| K18(6:4) | 15.8 | 915℃ |
| K18WG(Pd) | 15.9 | 1150℃ |
| K18PG | 15.5 | 930℃ |
| K18(SV25%) | 15.9 | 988℃ |
| K14 | 13.5 | 850℃ |
| K14WG(Pd) | 14.3 | 1200℃ |
| K12 | 12.6 | 900℃ |
| K10 | 11.6 | 960℃ |
| K9 | 11 | 961℃ |
まとめ
ということで、材料計算・重量計算についてでした。
実は鋳造で作ったものと、彫金で作ったもの(いわゆる鍛造というものです)では全く同じ形でも重さが異なります。
鋳造は内部の結晶が緩く、さらにはガスが一緒に混入している(ス・巣といいます。)為、地金内部はパウンドケーキのような構造となっています。
ですので、鍛造に比べて重量が軽く、強度も低くなっています。
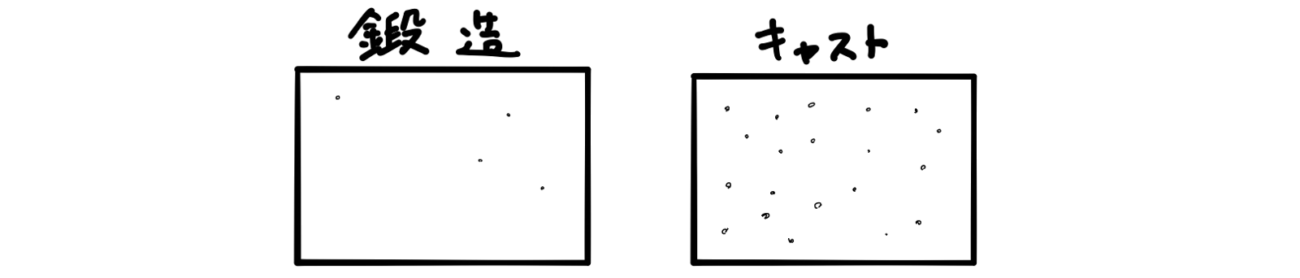
鍛造は叩いたり、ローラーなどで引き延ばしたことにより金属が鍛えられて、内部の結晶が詰まり、密度が高くなっています。
そのため頑丈で長持ちするというメリットがあります。
また、キャストがうまく流れていないと内部にたくさんスを含んでしまっていて、磨き上げた後にぼつぼつと出てきてしまいます。
ヘラなどで潰しつつ、あまり深くまで磨きすぎないようにしながら仕上げる必要があります。
ボリュームのあるデザインは彫金よりもワックスが向いています。特に動物などのモチーフは、ワックスで作ると動きのある作品になるでしょう。
お互いの長所短所をうまく使い分けると、作品制作の幅が広がります。
コメントを残す